Why PCI Membranes®?
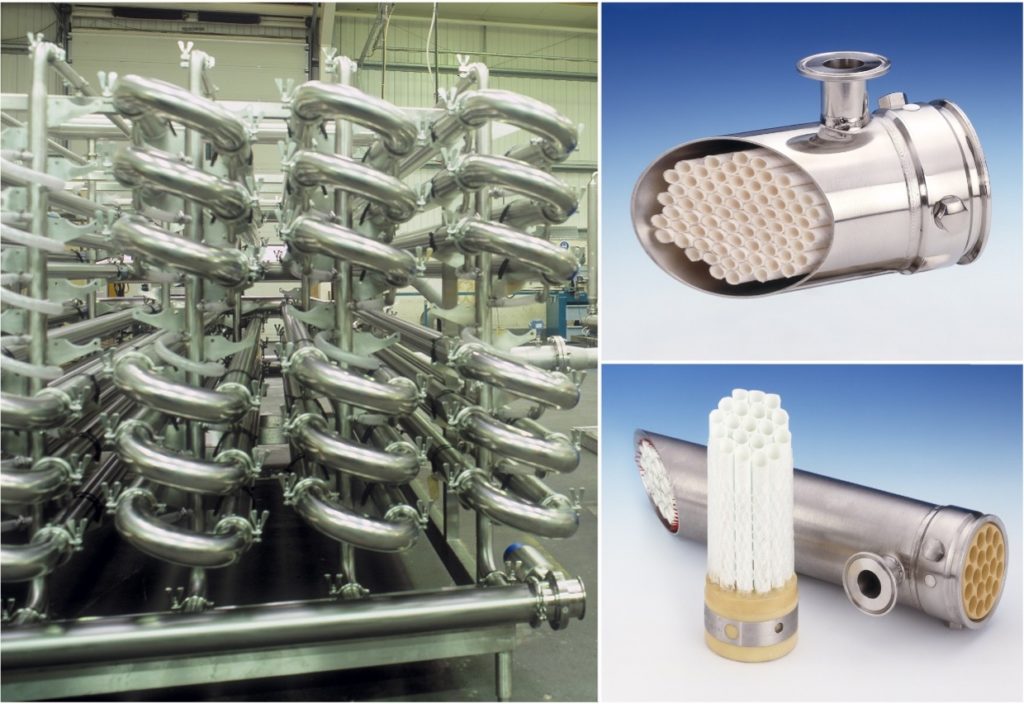
PCI Membranes® has developed expertise using all of the leading polymeric crossflow membranes and membrane configurations available on the world market and is therefore ideally placed to match a membrane to a specific application. In addition, PCI Membranes® manufactures and supplies hygienic stainless-steel component.