Landfill leachate is known to be one of the most complex effluents. The treated wastewater has to meet acceptable criteria to allow direct discharge into public sewage networks or natural water bodies. Therefore, landfill leachate treatment demands the most robust, adaptable and reliable technology, that is in fact PCI Membranes®’ plate-and-frame reverse osmosis (RO) solution.
Benefits of landfill leachate treatment with plate-and-frame reverse osmosis system
Efficient
PCI Membranes®’s plate-and-frame RO technology offers an absolute separation barrier for all pollutants, more compact footprint and greater automation over other landfill leachate treatment options.
Energy saving
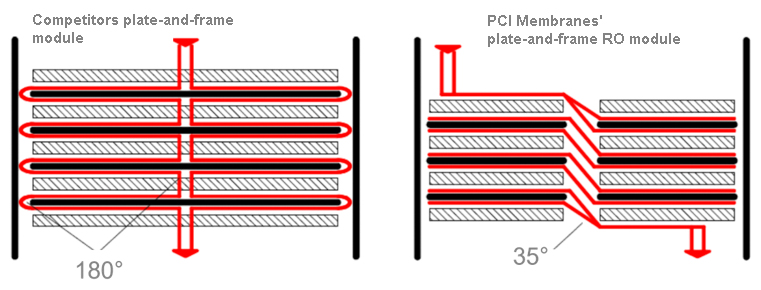
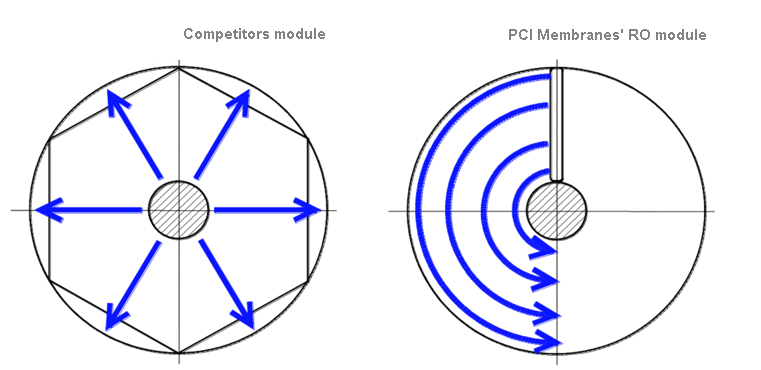
Thanks to the innovative design of our plate-and-frame RO modules, up to 26% less pump power is required when compared to other plate-and-frame RO solutions. OpEx is minimised.
Effluent Quality
After treatment with PCI Membranes®’ plate-and-frame RO membrane, the leachate effluent can be reused or discharged to natural water bodies.
Plug & Play
PCI Membranes®’ landfill leachate RO systems can be easily implemented at your site as they come as containerised plants.
Flexibility
Retrofitting and upgrading of conventional leachate treatment plants is simple and fast. Future expansion of the plant can be accomplished very easily thanks to the modular design.
Robust
Our plate-and-frame RO membranes are less affected by variation in the leachate composition in comparison to conventional and advanced biological treatment processes.
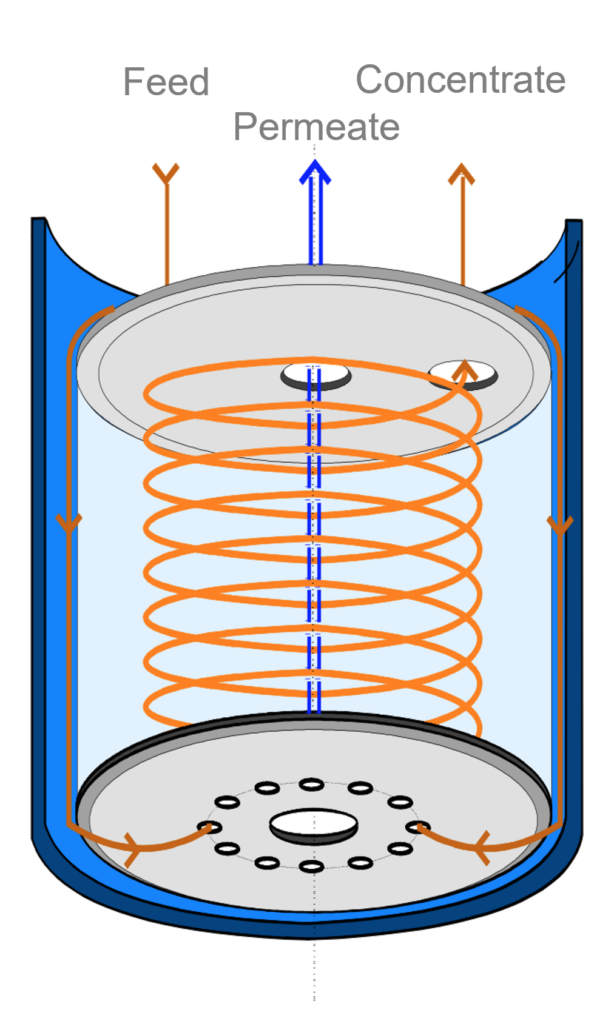
Reverse osmosis module for landfill leachate treatment
Plate-and-frame modules have a much higher tolerance to organics and suspended solids than spiral wound elements. This results in much simpler pretreatment requirement and in the possibility to use NF and RO membranes with highly polluted wastewater. Also, reaching a very high operating pressure (up to 140 bar) is possible.
Compared to competing plate-and-frame NF/RO solutions, the unique internal hydraulic design reduces the module’s pressure losses, enabling the use of modules in series to reduce the required crossflow, hence lowering the pumping energy consumption.
Compared to PCI Membranes®’ tubular membrane and modules, plate-and-frame solutions have lower suspended solids tolerance and are not available in sanitary design, are suitable for wastewater applications with high organics and low suspended solids contents.
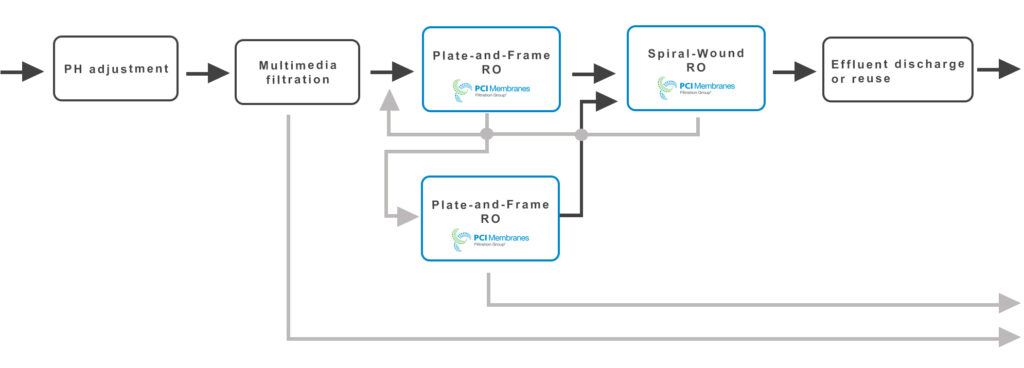
Landfill leachate wastewater RO (reverse osmosis) treatment – the process
Given the typical leachate characteristics, the treatment process includes:
Buffering and pH adjustment;
Pressurized multi-media granular filtration;
Cartridge filtration;
RO membrane filtration.
The incoming wastewater is collected within a buffer tank where, if required, the pH is adjusted via acid addition in order to reduce calcium carbonate scaling phenomena and limit foaming issues.
The pH-adjusted-wastewater is then pumped by a low-pressure pump (pre-pressure pump) continuously through a multi-media filter and a cartridge filter system, which serves as a “police filter” for the following high-pressure pump. The low-pressure pump generates the needed pre-pressure for the aforementioned high-pressure pump. Whenever necessary, the multi-media filter is automatically backwashed with feed water and air while the filter cartridges are to be replaced once they are clogged.
Upstream of the cartridge filtration, anti-scalant is dosed to limit scaling phenomena, thus enabling the operation of the following plate-and-frame reverse osmosis (RO) units at the selected recovery rate.
The pre-treated wastewater is then pumped by the high-pressure pump to the first stage plate-and-frame RO unit. This is built with two membrane modules in series, in order to reduce the required recirculation flow and, thus, the energy consumption. The feed and the recirculation flow are pressurized by a booster pump. The recirculation flow secures the required crossflow velocity in order to minimize fouling phenomena within membrane modules.
The permeate of the first stage plate-and-frame RO unit is then re-pressurized to the spiral-wound RO unit via a dedicated high-pressure pump; the resulting concentrate is partly recirculated ahead of the spiral-wound RO membrane unit in order to secure the required crossflow velocity (thanks to a dedicated booster pump) and partly to the initial buffer tank in order to dilute the pre-treated wastewater and to increase the overall recovery rate.
In order to maximize the recovery rate, a second stage plate-and-frame RO unit can be added. This is fed with the concentrate of the first stage plate-and-frame RO unit. It operates at high pressure (up 120 bar) and the produced permeate is sent to the spiral-wound RO unit for further polishing.
The concentrate of the first stage (or second stage, if present) can be recirculated back to the landfill, disposed of via tank trucks or sent to a thermal treatment process (to have a Zero Liquid discharge, ZLD, process).
The recovery rates of the RO units are regulated via the control panel by means of dedicated automatic valves and they have their economic and technical limits in the fouling and scaling potential of the feed water.
Whenever one or more membrane cleaning set-points are reached, the system is stopped, and a membrane cleaning intervention is performed. The membrane cleaning section includes all the tanks, pumps and instruments needed for the cleaning process; in particular, dosing of alkaline and acidic speciality cleaners is typical for this application.
All the equipment is installed within one or more containers in order to facilitate both the transportation and the installation of the plant.
How can we help you?
Do not hesitate to contact our experts who will work with you to conduct project assessments, run a pilot test, customise, design and install your membrane filtration system, which best fits your needs.