
Nutraceuticals
Technology for Nutraceutical Plants
Filtration Forms the Food of the Future
One expression is currently precipitating a revolution in the food and beverage industry. The term ‘nutraceutical’, and all it implies, looks certain to change the dietary habits of the developed world within the next two decades. Nutraceuticals are edible products created by combining food and pharmaceutical components. Also known as functional, prescriptive or designer foods, these hybrid supplements have substantial health and disease revention benefits and are becoming extremely popular around the globe.
The trend towards nutraceutical dietary supplements has originated from the notion that diet strongly affects health. In the late twentieth century developed man has succumbed more and more to modern diseases. Research suggests that our modern diet has moved progressively further away from natural ingredients towards processed and treated artificial substances with limited nutritional goodness. This research concludes that our ancestors ate healthier food than we do now. Evidence for this can be found in the remote societies and centenarian tribes living in places like the Andes Mountains, where primitive dietary practice seems to hold the secret of long life. It is reported that these people live to great ages, free of arthritis, heart disease and cancer.
Although the market has grown very quickly, there are many hurdles that must be leapt. One of the challenges facing the manufacturers is the method of precisely filtering and separating the extracts and compounds they are using. Because the nutraceutical product consists of small amounts of the ingredients which must be mixed accurately, the technology used in the process plant must be state-of-the art. The method of filtration used must meet these challenges in the manufacture stage.
There are several different types of produce that fall under the broad umbrella term of nutraceuticals. They can be one, or a combination of, any of the following types: Vitamins, minerals and other dietary supplements in the form of pills or capsules; food extracts with medical benefits; active ingredients extracted from foods or beverages in normal use (for example a manipulated, patented and bottled form of broccoli, cabbage, grapes or mushrooms) or natural substances that are not traditional food such as colloidal silver, hypericin or insenocides. A more recent development has been the increased popularity of the phytochemical, which uses the nutritional plant source of the supplement, such as genistein from soybeans or bioflavonoids, which are found in garlic, citrus fruit and berries.
Broadly speaking, a supplement can be differentiated as either a ‘whole herb’ or a ‘herbal extract’. Some people prefer to have ground up herbs as they believe that other, as yet undiscovered, active ingredients exist that are lost in the extraction process. The largest sector of the market however believes that extracts are the nutritionally beneficial ingredient. Because constituent quantities vary in the raw material itself, extract producers tend to standardize the strength of these active ingredients to produce a consistent product; the manufacturing process is therefore designed to achieve this.
The manufacture of nutraceuticals is a complex process requiring clarification and concentration of the ingredients followed by drying processes downstream. One issue concerning manufacturers at the moment is the best way to perform the aforementioned standardization process. This typically involves the combination of several technologies, including membranes, evaporation, resin columns and distillation.
Membranes allow the initial separation of extract from raw material (flowers, seeds, roots) and eliminates the use of non-renewable filters such as diatomaceous earth, and perlites, and the related landfill issues associated with them. Membranes are also used for molecular sieving to further separate the active ingredients dissolved in the extract from other unwanted constituents. In some cases this is done at the same time that the raw extract is separated, other times it is done later before drying takes place.
The tubular method of filtration tolerates the suspended solids present in extracts from pieces of stems, seeds or leaves. It requires only minimal pre-screening, whereas the other filters require a substantial solids removal system prior to their use to avoid blocking. In many cases, initial separation is possible whilst the membranes are clarifying the extract. For example, tubular ultrafiltration (UF) membranes can retain the larger molecular weight compounds as the membrane simultaneously retains the unwanted solids. This reduces the load on other downstream separation and purifying equipment.
“In addition to this, we have found that the tubular format has a higher recovery of filtrate than others, making it more cost effective particularly when the raw material is expensive.”
Additionally, a second phase of tubular membrane can be utilised to concentrate the desired compounds in the permeate from the first stage of filtration. This further increases the yield from the raw materials and eliminates wastage.
The anti-oxidant components of most natural pharmaceuticals used in the production of nutraceuticals are called phenolics (also polyphenolics) and their related compounds. These tend to foul the membranes and other separating equipment such as resins. The tubular membrane, with its high crossflows, reduces this fouling tendency and is easy to clean when the filtration cycle is completed. A common method is to use tubular membrane for the UF stage followed by spiral membrane at the Reverse Osmosis stage.
Another key advantage of this method is that it tolerates higher temperatures than the other alternatives and, therefore, is able to process the delicate antioxidant materials more quickly and precisely.
Evaporation can also be used to concentrate the filtered extract prior to drying, to reduce the size of the dryer and the subsequent energy costs. In some cases, undesired compounds that are similar in size the desired compounds that can be separated and removed with resins. Distillation is also used for solvent recovery, as well as possible separation of dissolved compounds.
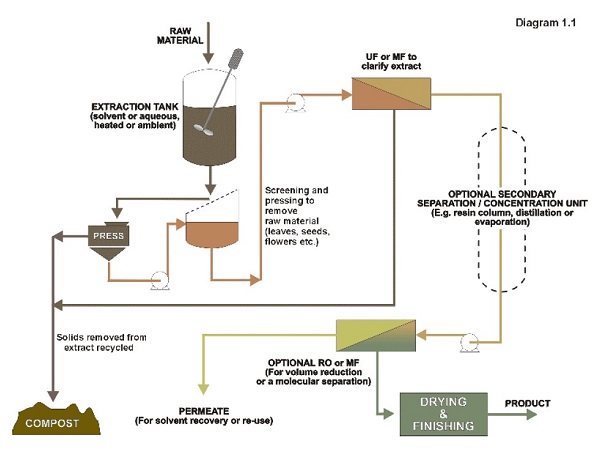
As seen in Diagram 1.1, raw material is dumped into the feed to a conveyor that lifts it to the extraction tank. If desired, a screen separation can be done to separate seeds or the solids from the rest of the raw material if this is necessary for the particular recipe. Another option during this screening process is to wash the raw material. All of the resultant screened solids can then be sent to compost and as such are fully recyclable.
The extraction tank can be at atmospheric pressure and ambient temperature, or heated as desired (pressure cookers can also be utilized) and may also use solvents such as ethanol to enhance the extraction of desired active ingredients.
When extraction is complete, the extract can be screened again to remove the extract from the spent solids (flower, roots, seeds, etc). Water sprays during the screening, or counter-current extraction phases may also be used to completely remove any dissolved active ingredients from the spent solids. These spent solids may also be pressed to further remove extract from the spent solids. The pressed extract can then be combined with the screened extract above, and again the press cake can simply be sent to compost.
Extract recovered from this second screening process is sent to an ultrafiltration or microfiltration phase. At this point all remaining suspended solids are removed from the extract. Additional separation and concentration steps may be used, depending on the concentration of active ingredients desired in the final product. These additional steps may be needed to provide not only a higher concentration, but also a consistent standardised concentration in the final product. Here, evaporation, resin columns and distillation technology can be used as previously discussed. Further membrane separation and concentration may be done after this stage. Permeate from a membrane concentration step may be re-used in the extraction step, and if solvents are within the permeate, these may be concentrated through a distillation stage, prior to re-use.
With the rapid growth of the nutraceutical sector in the food and beverage industry, the use of tubular membrane technology is growing around the globe. Amongst the many products that are produced using this filtration method are nutraceutical bi-products from fruits, vegetables and herbal extracts. The variety of extraction applications that use PCI Membranes’ tubular membranes, reflect the growing trend towards nutraceutical ingredients that is currently revolutionising our health and diet routines.
