COMPANY OVERVIEW AND APPLICATION
Our customer specialises in processing potatoes for the purpose of manufacturing products such as: potato starch, crystalline and anhydrous glucose, glucose syrups, potato flakes or potato protein for feedstuff purposes. The main objective of the client is to concentrate and recover as much protein and potassium resulting from a protein decanting line, which is part of the so called PPRP: Potato Protein Recovery Plant. The PPRP is a typical installation for the recovery of fodder protein from starch potatoes, based on acid-thermal coagulation of proteins. Hence, the aim was to perform a trial during which the potato wastewater is concentrated as much as possible: have high recovery rate and reduce the amount of concentrate to be disposed of or transported to a biogas plant located within several kilometres from the main site.
THE CHALLENGE
In order to study the feasibility of this application, a two months trial was performed on site and 17 process runs and chemical cleanings were carried out by using the same set of AFC99 membranes on a BRO BUF unit.
Most process runs were performed with feed stream starting at 13 mS/cm and concentrated up to 45 mS/cm; meaning a volumetric concentration factor between 3 – 3.5 VCF, operating between 30 – 35 bar and process temperature between 40 – 50°C.
A summary of the feed stream analysis is reported in the table below:
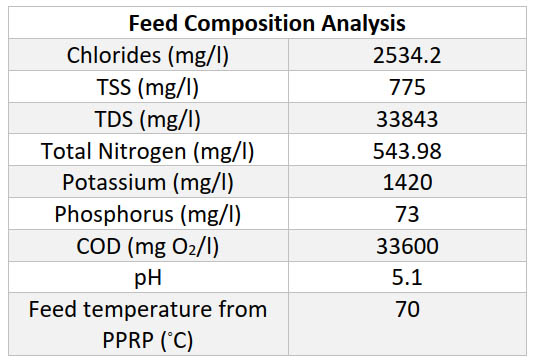
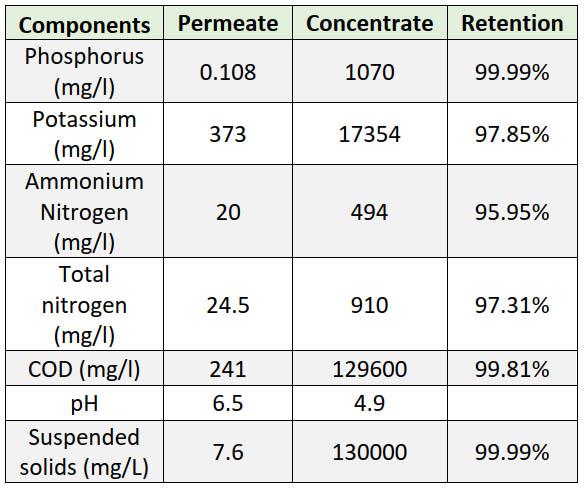
As per table 2, the permeate sample collected at the end of the process run appears to be reasonably clean and with very low concentration of contaminants.
The retention for all the components highlighted in table 2 would also prove the efficiency of using AFC99 membranes for protein recovery in potato wastewater application.
Analysing all data collected from the trial, a system with a final volumetric concentra-tion factor of 3 VCF would be viable in terms of maintaining a reasonable flux; above 3 VCF a concentration polarization phenomenon is highly noted as the osmotic pressure of the process fluid increases, leading to flux reduction and higher solute passage.
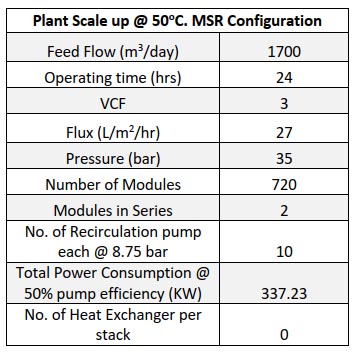
All trial work was completed with process fluid having a temperature between 40 –50°C, hence the reason for having two process designs: one at 50°C (temperature at which the trial was performed) and 70°C (temperature at which the potato wastewater is taken from the decanting line).
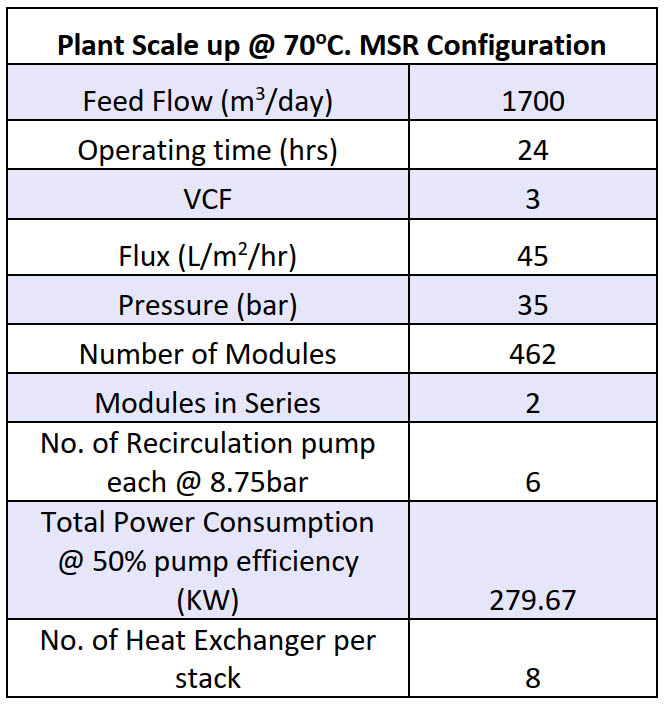
Both designs were done at 3 VCF, which is approximately a 67% recovery rate. Overall, the plant size in both cases is reasonable in terms of initial installation and future operating cost when compared to processing the feed stream with an evaporator.
THE SOLUTION
For a feed flow of up to 60 m 3/hr a capital expenditure cost of circa 4 million Euro would result from processing the potato wastewater with an evaporator (price indication provided by a renowned company that specialises in manufacturing evaporators), whilst a capital expenditure cost of about 1.6 million Euro would result from using a tubular reverse osmosis system when considering the design done at 70°C, with a feed flow of 70 m /hr. All samples collected and analysed during the trial confirm the efficiency of using AFC99 reverse osmosis membranes in processing the potato wastewater stream. The retention rate of most of the components analysed are above 99% in average; which indicates that the permeate are reasonably clean and with very low/no presence of contaminants. At the other end, the feed stream has been concentrated to a level where the retentate could potentially be used for other processes such as biogas production via anaerobic digestion or dispose of at a lower volume and cost.
Cleaning and clean water flux recovery efficiency have been consistent and acceptable when processing the wastewater on AFC99 membranes. On average a 60% clean water flux recovery has been achieved across all process runs. Both chemical cleaning (using Ultrasil 11, Ultrasil 75 or enzyme cleaning) and mechanical cleaning (foam ball) have proven efficient for membranes cleaning.
Both designs from this project have been completed with the use of a reverse osmosis polyamide thin film composite membrane (AFC99) at 35 bar operating pressure and a design option at 50°C and 70°C respectively, the AFC99 membrane could be used for applications even up to a maximum operating pressure of 64 bar and 80°C process temperature; which makes it the only tubular reverse osmosis membrane that can be operated at these conditions.
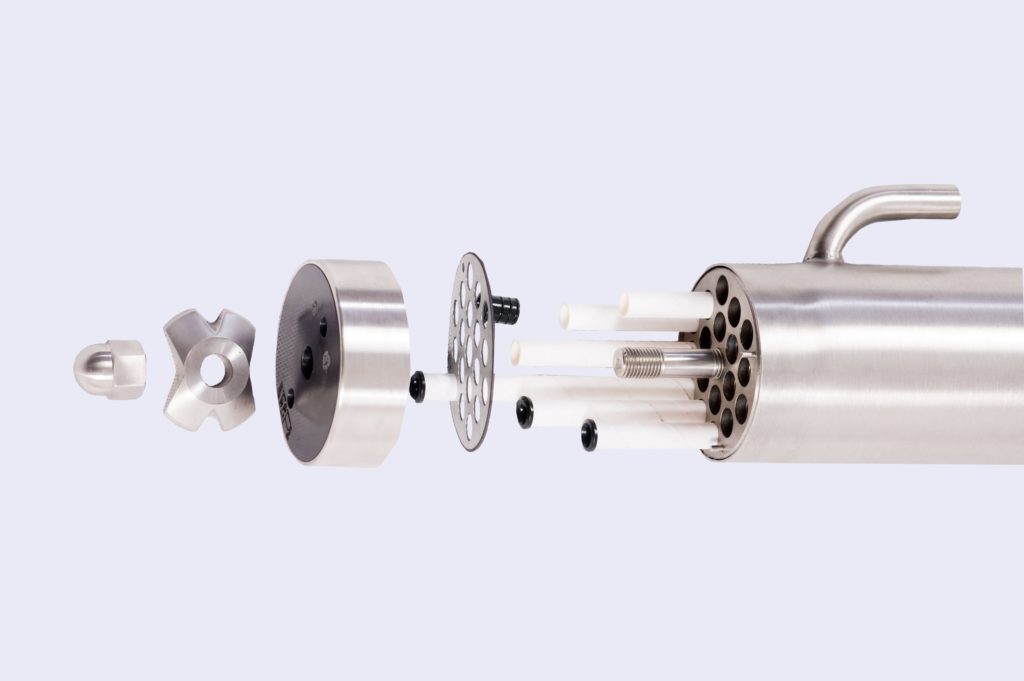
Each B1 module comprises of 18 perforated stainless-steel tubes in the form of a shell and tube, each tube is fitted with a membrane element. For a reverse osmosis application, the flow of the process fluid through each of the tubes is effected by a specially designed end caps.
Together our customer and PCI Membranes found a more effective and yet cheaper solution which will benefit them on the short and long-term.
