THE CHALLENGE
Due to the nature of leachate and more stringent environmental legislation that prohibits the discharge of this wastewater into a sewer network or nearby river/lake, a waste treatment company located in a Scandinavian region has decided to explore the most suitable treatment options available on the market.
Therefore, the reason to opt for a reliable and consistent technology that is able to process a feed flow of 204 m3/day by reducing this volume significantly (concentrating up to a final solid concentration of 20% – 30%), generate good quality water (with minimal COD, salt and heavy metals concentration) which can then be used as part of other production processes. Other factors that were being considered as well are: implementing a technology that is flexible enough to cope with variation in both feed composition and volume (due to the geographical location of the landfill site), the economical aspect: both capital and operational expenditures.
ANALYSIS OF THE PROBLEM AND FEASIBILITY STUDIES
A brief summary and comparison between the operating cost for treating a landfill leachate with a tubular membrane reverse osmosis system and an evaporation unit is also highlighted in this report.
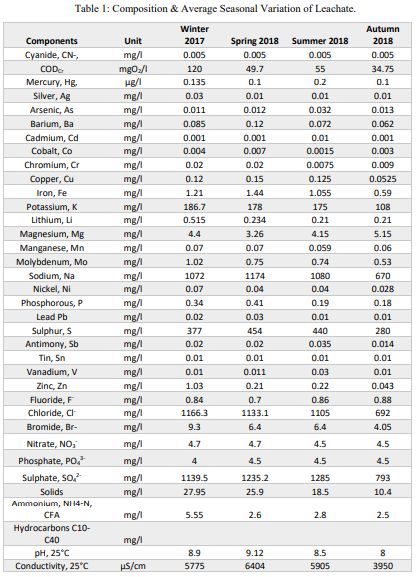
Prior to commencing the process trial on site, approximately a thousand litres of leachate were collected from a landfill pond into an IBC container. The leachate was tested for hydrogen sulphide, which was found to be circa 20 ppm. The IBC was then vented and agitated for 30 minutes prior to testing with the BRO/BUF pilot testing equipment.
As highlighted in Table 1, all feed streams tested during this trial had a pH ranging between 8 – 9. To prevent the precipitation of fouling and scaling material from the leachate unto the membrane layers, the pH was adjusted and maintained below 7 by adding up to 0.5ml/l of hydrochloric acid to the batch tank.
CUSTOMER TRIAL
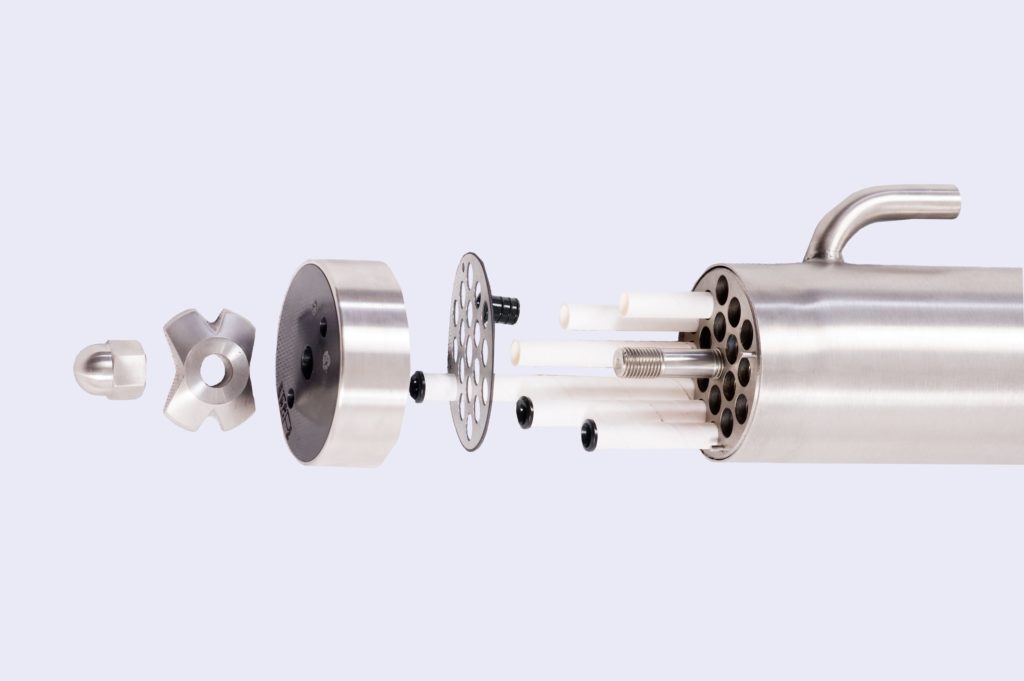
A two-week on-site trial and feasibility study was completed, using one of the PCI’s reverse osmosis membranes: AFC99, a polyamide thin film composite membrane, and a BRO/BUF pilot testing unit. Then all process and laboratory data collected during the trial were analysed in order to understand if the client requirements were being satisfied, a full-scale plant design, and the capital and operational expenditure costs were also calculated.
OUR SOLUTION
The solution proposed is based on a 2 stacks system configuration, distributed across a multi-stage system with recirculation loop. Initially, each stack would be accommodating 80 modules (78 off 12ft B1 module and a 2 off 12ft heat exchanger). However, this can be expanded to 88 modules per stack in the future, in the event that leachate production capacity increases. The plant is also designed to be operated up to a pressure of 50 bar (to allow for any variation in leachate composition with time) and the cross-flow velocity can also be taken up to 20 L/min (to help minimise any fouling or concentration polarization phenomenon).
CUSTOMER BENEFITS
PCI Membrane Filtration technology has been proved to be efficient and innovative for the landfill leachate industry.
- Reduced parameters or components: chemical oxygen demand, conductivity and inorganic compound in the permeate side
- Improved performance of the filtraton system
- Significantly lowered the capital and operating cost of a tubular reverse osmosis system
- The final concentrated volume can either be recycle back into the landfill or it can be disposed of for further treatment, which complied with the requirements of the zero waste and 3R-Model (reduce, recycle and reuse).
